Appearance as well as several tribological properties (related to friction, wear and lubrication) of solid surface depends greatly on level of finish. Although there are many operations dedicated to obtain highly finished surface (for example, grinding, lapping, honing, super-finishing, NTMs, etc.), utilization of such processes add extra cost and time in production schedule. Convention machining can itself provide reasonably good surface finish if process parameters and other influencing factors are controlled properly.
- Formula for surface roughness in turning with a rounded tool
- Formula for surface roughness in turning with a sharp tool
Basic purpose of conventional machining is to give proper dimension, tolerance and good surface finish. Every machining operation has certain capability to provide a range of surface finish. Although for analytical estimation of surface roughness only few machining and geometrical parameters are considered, in actual cases roughness may arise from various sources. To improve surface finish (or to reduce surface roughness), all such parameters are required to control precisely. Various steps that can be pondered to improve surface finish in machining are discussed below.
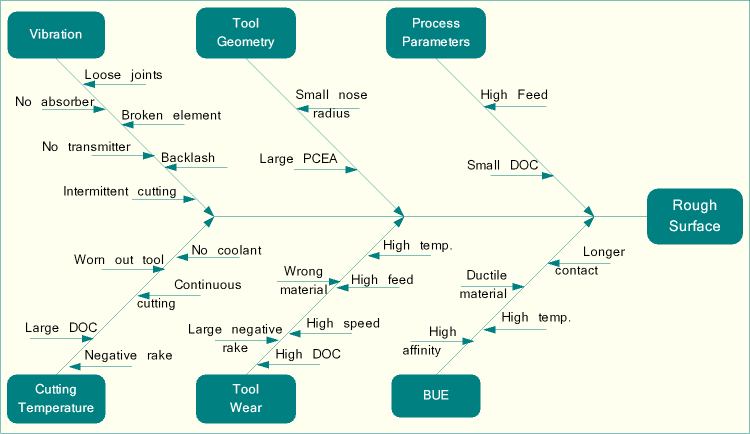
Various ways of reducing surface roughness in machining
By utilizing cutting tool having proper geometry—For same feed rate and depth of cut, a rounded tool gives lower surface roughness as compared to a sharp one. So by providing a suitable nose radius, level of finish can be improved. Also tool having lower principal cutting edge angle (φ) and auxiliary cutting edge angle (φ1) can give better finish.
By reducing feed rate—Surface roughness is proportional to feed rate. So using lower feed rate, finish can be improved. However, in such case material removal rate (MRR) has to be sacrificed and thus productivity will degrade.
By eliminating chances of BUE formation—Built up edge (BUE) develops and strongly adheres on the tool tip. This changes tool geometry, restricts smooth flow of chips, increases cutting force and induces vibration. All such consequences can lead to generation of rough surfaces. Thus by reducing chances of BUE formation (such as by utilizing coolant, proper tool angles, etc.), surface finish can be improved.
By reducing vibration—Vibration in machine tool can cause fluctuation in depth of cut, feed rate and cutting force. Such small scale fluctuations can degrade quality of machined surface. Thus usage of vibration absorbers, properly transmission of vibrations and isolation of machine tool from floor can improve surface finish.
By reducing tool wear rate—A worn out tool can severely damage machined surface. A tool hiving compatible material can retail its shape for a longer duration. Usage of appropriate coolant also helps reducing wear rate by controlling cutting temperature.
There are few other trivial factors that influence surface quality in machining. Such factors include (i) quality of unmachined surface including surface roughness, cracks, voids, etc. (ii) homogeneity in work material, (iii) stick-slip motion of sliding parts in machine tool, (iv) eccentricity in workpiece or tool, (v) backlash in motion elements, (vi) tool tip modification, etc. So by properly controlling these factors as per the requirement, surface finish can also be improved.
References
- Book: Advances in Manufacturing Technology XV by D. T. Pham, S. S. Dimov and T. O’Hagan (Professional Engineering Publishing Limited).
- Proceedings: K. S. Umashankar, B. J. Manujesh and N. A. Jnanesh; Recurrence Qualification Analysis – A Tool to Analyze the Surface Finish During Machining; Advances in Mechanical Engineering; 2010.
- Book: Machining and Machine Tools by A. B. Chattopadhyay (Wiley).
- Book: Metal Cutting: Theory And Practice by A. Bhattacharya (New Central Book Agency).