Cutting tool geometry basically refers to some specific angles pertinent to the cutting edges. Certain features of the cutting tool, written in a specific and standardized manner, are used to designate that tool. There are various standard systems for designation of a single point turning tool; each has specific advantages and disadvantages. The commonly used systems for turning tool designation include ASA system, ORS system, NRS system, etc. as enlisted below.
- Tool In Hand system
- American Standards Association (ASA) system
- Orthogonal Rake System (ORS) or ISO Old System
- Normal Rake System (NRS) or ISO New System
Full form of ASA is American Standards Association.
Planes used as reference in ASA system of tool designation
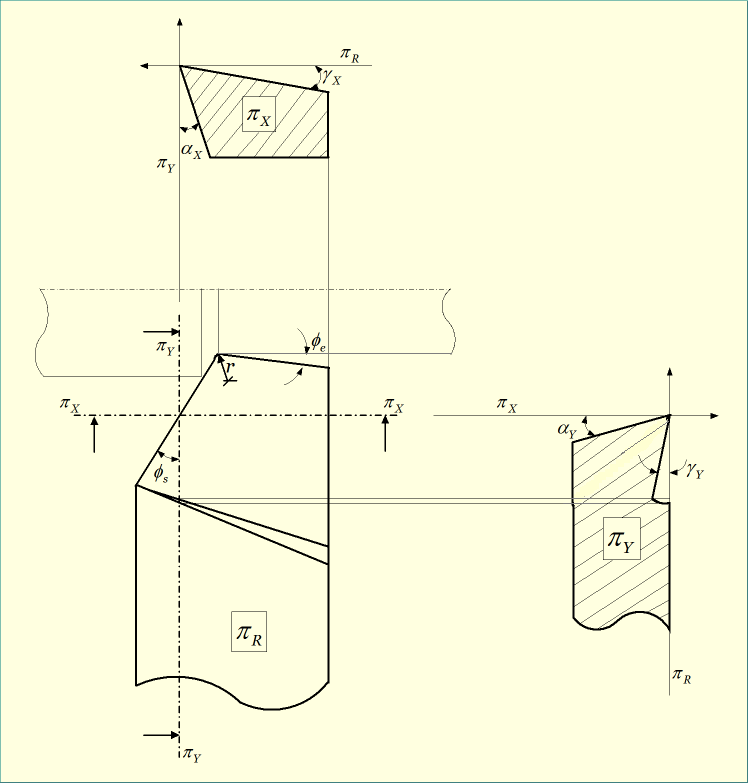
American Standards Association (ASA) system utilizes three mutually perpendicular planes as reference for measuring various angles of a single point turning tool (SPTT). These three planes and their basic characteristics are enlisted below.
- Reference Plane (πR)—It is a plane perpendicular to the cutting velocity vector (Vc).
- Machine Longitudinal Plane (πX)—It is a plane perpendicular to reference plane (πR) and along the direction of longitudinal feed for external straight turning operation.
- Machine Transverse Plane (πY)—It is a plane perpendicular to reference plane (πR) and along the direction of transverse feed for external straight turning operation. So all three planes are mutually perpendicular.
Various features displayed in ASA system of tool designation
ASA system of tool designation specifies two different rake angles, two different clearance angles, two different cutting edge angles, and the nose radius value in inch. Various features of a single point turning tool (SPTT) that ASA system displays are provided below.
- Side Rake Angle (γX)—It is the angle of orientation of tool’s rake surface from the reference plane (πR) and measured on machine longitudinal plane (πX).
- Back Rake Angle (γY)—It is the angle of orientation of tool’s rake surface from the reference plane (πR) and measured on machine transverse plane (πY).
- Side Clearance Angle (αX)—It is the angle of orientation of tool’s principal flank surface from the cutting velocity vector (Vc) and measured on machine longitudinal plane (πX).
- Back Clearance Angle (αY)—It is the angle of orientation of tool’s principal flank surface from the cutting velocity vector (Vc) and measured on machine transverse plane (πY).
- Approach Angle (Φs)—It is the angle between principal cutting edge and the machine transverse plane (πY), measured on reference plane (πR).
- End Cutting Edge Angle (Φe)—It is the angle between auxiliary cutting edge and the machine longitudinal plane (πX), measured on reference plane (πR).
- Nose Radius (r)—This is nothing but the curvature at the tool tip. It is to be noted that in ASA system, nose radius value is expressed in inch.
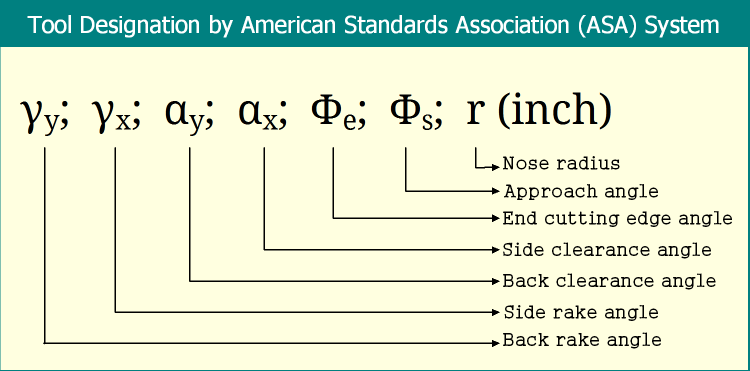
Tool nomenclature in ASA system
All of the above mentioned seven features of the turning tool are specified in a particular sequence as shown below. Such specification is also called tool nomenclature or tool signature. The sequence of designation should be followed strictly. However, different people may use different notations for various angles maintaining the original sequence unchanged.
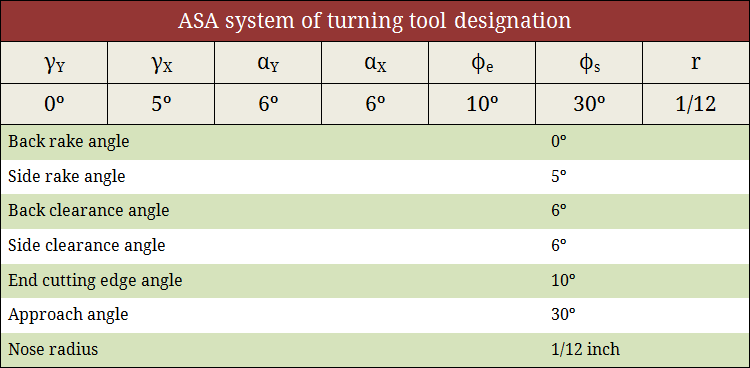
Example for ASA system of tool designation
Few points should be considered for giving examples of tool nomenclature. First and foremost one is the value of clearance angles. Clearance angles are always positive—it cannot be zero or negative. Usually it ranges from 3º – 15º. Rake angle can have a positive, negative or even zero value. One example of ASA system of tool designation and interpretation of tool angles from such nomenclature is illustrated in the following figure.
Let us consider another example. Say, a typical turning tool can be specified in ASA system as:
–8º, 6º, 5º, 10º, 15º, 30º, 1/8 (inch)
Therefore, upon interpretation, we may write:
- Back Rake Angle (γY) = –8º
- Side Rake Angle (γX) = 6º
- Back Clearance Angle (αY) = 5º
- Side Clearance Angle (αX) = 10º
- End Cutting Edge Angle (Φe) = 15º
- Approach Angle (Φs) = 30º
- Nose Radius (r) = 1/8 inch
References
- Book: Principles of Mechanical Engineering by S. Singh (S. Shand).
- Book: Machining and Machine Tools by A. B. Chattopadhyay (Wiley).
- Book: Metal Cutting: Theory And Practice by A. Bhattacharya (New Central Book Agency).
- Book: Manufacturing Processes by J. P. Kaushish (PHI).
- Book: Manufacturing Science by M. I. Haque and S. Khan (PHI).