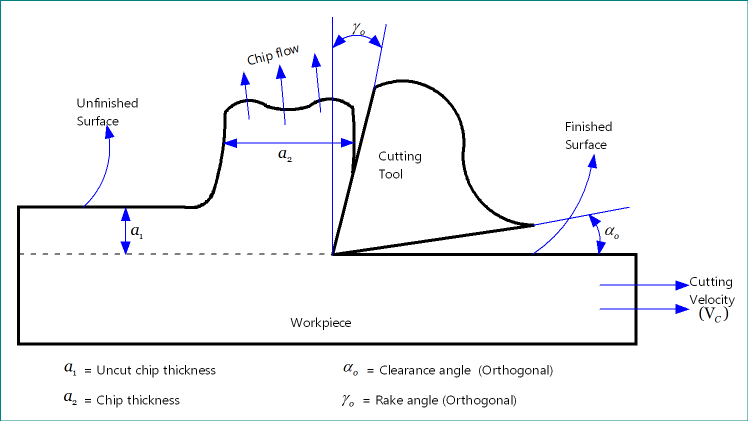
Geometry, orientation and material of cutting tool are three important factors that influence machining performance and capability. Tool geometry indicates several features of the cutting tool including rake angles, clearance angles, cutting angles and nose radius. Such angles basically determine the inclination of relevant surfaces with respect to other reference surface. As the name suggests, rake angle basically indicates inclination of rake surface of the cutting tool. Since rake surface is the chip flowing surface, so its inclination affects shear deformation, chip thickness, cutting force and power, built-up-edge, etc. Definition of rake surface, its various names based on plane on which it is measured, its function and values are discussed in the subsequent sections.
Definition of rake angle
It is the angle of orientation of tool’s rake surface from the reference plane (πR) and measured on some other plane. Reference plane (πR) is a plane which is perpendicular to cutting velocity vector at any point on the cutting tool. Depending on the plane on which it is measured, rake angle may have various names, as provided in the following sections.
Various rake angles for single point turning tool (SPTT)
For designation of Single Point Turning Tool (SPTT), rake angle is mandatory feature. In fact, any tool designation system displays rake angle measured on various other planes. An SPTT can be designated in various systems, such as American Standards Association (ASA) system, Orthogonal Rake System (ORS) or ISO old system, Normal Rake System (NRS) or ISO new system, and Maximum Rake System (MRS). However, the basic definition of rake angle for all the cases remains unchanged—only the measured plane changes and thus various names. Such variants of rake angle used in different tool designation system are discussed below.
Side Rake Angle (γX)—It is the angle of orientation of tool’s rake surface from the reference plane (πR) and measured on machine longitudinal plane (πX). This angle is required for designating an SPTT in ASA system.
Back Rake Angle (γY)—It is the angle of orientation of tool’s rake surface from the reference plane (πR) and measured on machine transverse plane (πY). This angle is also required for designating an SPTT in ASA system.
Orthogonal Rake Angle (γO)—It is the angle of orientation of tool’s rake surface from the reference plane (πR) and measured on orthogonal plane (πO). This angle is required for designating an SPTT in ORS system.
Inclination Angle (λ)—It is the angle of inclination of principal cutting edge from the reference plane (πR) and measured on cutting plane (πC). This angle is required for designating an SPTT in ORS system as well as NRS system.
Normal Rake Angle (γN)—It is the angle of orientation of tool’s rake surface from the reference plane (πR) and measured on normal plane (πN). This angle is required for designating an SPTT in NRS system.
Maximum Rake Angle (γmax)—It is the angle of orientation of tool’s rake surface from the reference plane (πR) and measured on a plane which is perpendicular to the master line for rake surface. As the name suggests, it provides the maximum value of rake angle. This angle is beneficial while sharpening the cutting tool by grinding. It is required for designating an SPTT in MRS system.
Values and functions of rake angle in machining
Rake surface of the cutting tool is the only chip flowing surface and orientation of this rake surface is indicated by rake angles. Thus rake angle is crucial factor to judge machining action. Rake angle may have positive, negative or even zero value, as elaborated in the following section. This value determines cutting force and power requirement, life of the cutting tool, chip deviation, etc. Rake angle also indirectly affects machinability. Therefore, for the assessment of machining operation and to perform efficient machining, rake angle is one of the crucial parameters to take care of.
Value of rake angle usually varies in between –15º and +15º; however, it may reach up to ±30º in some cases. In abrasive cutting, rake angle of abrasives (such as abrasives of grinding wheel) can even go beyond ±60º. Presence of nose radius can also change rake angle and in such scenario effective rake is considered. Built up edge and gradual wear can increase or decrease value of rake angle.
Positive, negative and zero rake angles
Depending on the inclination/elevation of rake surface from the reference plane, rake angles can have either positive or negative or even zero value, as shown here. It is worth noting that the adjacent diagram is drawn on machine transverse plane (πY). Thus bake rake angle is considered here for illustrative purpose.
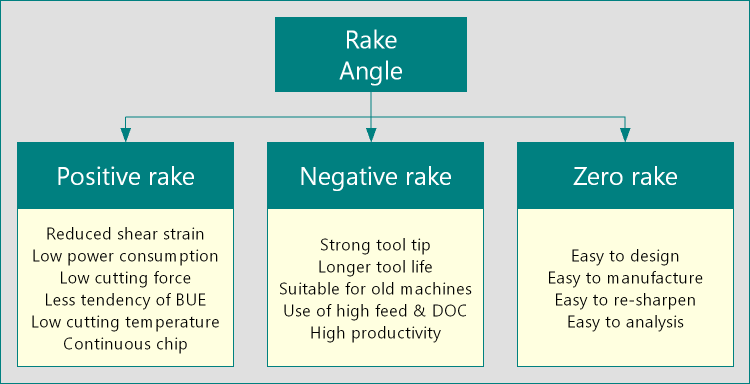
Positive Rake—As shown in the diagram, positive rake offers sharp cutting edge and also less chip deformation during machining action. Cutting force and thus power requirement during machining with positive rake is quite less. It also helps in achieving better machinability. However, due to small value of wedge angle, tool life reduces. Any impact loading during machining may cause catastrophic failure of the tool, which is highly undesirable. High cutting temperature also makes such tool vulnerable. Therefore, cutting tool with positive rake is beneficial where the workpiece material is ductile and soft as well as when continuous chip formation is desirable. Read more: Advantages and disadvantages of positive rake.
Advantages of positive rake:
- Sharp cutting edge of the tool.
- Less cutting force requirement.
- Continuous chip production.
- Good machinability.
Negative Rake—Opposite to the positive rake, negative rake offers a strong tool tip, which makes the tool more resilient under impact loading. It also resists plastic deformation at high cutting temperature because of the thick cutting edge which can absorb and at the same time dissipate more heat. Thus tool with negative rake provides longer tool life. However, due to large wedge angle, shear deformation of the chip becomes more and thus higher cutting force is required. Negative rake usually provides discontinuous chips, which is bad in terms of machinability. Read more: Advantages and disadvantages of negative rake.
Advantages of negative rake:
- Strong tool tip.
- Resists catastrophic failure of the tool.
- Longer tool life.
- Helpful in machining hard materials.
Read more: Difference Between Positive Rake and Negative Rake.
Zero Rake—As shown in the figure, zero rake is the intermittent of the positive and negative rake. It can provide advantages of both of them; however, to some extent. Read more: Advantages of zero rake angle.
References
- Book: Principles of Mechanical Engineering by S. Singh (S. Shand).
- Book: Machining and Machine Tools by A. B. Chattopadhyay (Wiley).
- Book: Metal Cutting: Theory And Practice by A. Bhattacharya (New Central Book Agency).
- Book: Manufacturing Processes by J. P. Kaushish (PHI).
- Book: Manufacturing Science by M. I. Haque and S. Khan (PHI).